

模具鋼的熱處理工藝是指模具鋼在加熱、冷卻過程中,根據組織轉變規律制定的具體熱處理加熱、保溫和冷卻的工藝參數。根據加熱、冷卻方式及獲得組織和性能的不同,熱處理工藝可分為常規熱處理、表面熱處理(表面淬火和化學熱處理等)等。
根據熱處理在零件生產工藝流程中的位置和作用,熱處理又可分為預備熱處理和最終熱處理。模具鋼的常規熱處理主要包括退火、正火、淬火和回火。由于真空熱處理技術具有防止加熱氧化、不脫碳、真空除氣、變形小及硬度均勻等特點,近年來得到廣泛的推廣應用。
1.退火工藝
退火一般是指將模具鋼加熱到臨界溫度以上,保溫一定時間,然后使其緩冷至室溫,獲得接近于平衡狀態組織的熱處理工藝。其組織為鐵素體基體上分布著碳化物。目的是消除鋼中的應力,降低模具材料的硬度,使材料成分均勻,改善組織,為后續工序(機加工、冷加工成形、最終熱處理等)做準備。
退火工藝根據加熱溫度不同可分為:
1)完全退火 將模具鋼加熱到臨界溫度Ac3以上20~30℃,保溫足夠的時間,使其組織完全奧氏體化,然后緩慢冷卻,以獲得接近平衡狀態組織的熱處理工藝。其目的是為了降低硬度、均勻組織、消除內應力和熱加工缺陷、改善切削加工性能和冷塑性變形性能,為后續熱處理或冷加工做準備。
2)不完全退火 將鋼加熱到Ac1~Ac3(亞共析鋼)或Ac1~Accm(過共析鋼)之間,保溫一定時間后緩慢冷卻,以獲得接近于平衡組織的熱處理工藝。不完全退火用于過共析鋼和合金鋼制作的模具。
3)等溫退火 將鋼加熱到臨界溫度以上,保溫足夠的時間,使其組織完全奧氏體化,然后在低于Ac1溫度以下的適當溫度進行保溫,使奧氏體在此溫度下進行等溫轉變,完成組織轉變,然后從爐中取出空冷。等溫退火的特點是可以縮短退火時間,最適合用于合金工具鋼、高合金工具鋼模具,有利于獲得更為均勻的組織和性能。
(4)球化退火 是使鋼中的碳化物球化,獲得球狀珠光體的一種熱處理工藝,它實際上是不完全退火的一種。球化退火主要應用于共析鋼、過共析鋼和合金工具鋼。其目的是為了降低硬度、改善切削加工性能,以及獲得均勻的組織,改善熱處理工藝性能,為以后的淬火作組織準備。圖9.1.1為三種常用的球化退火工藝。
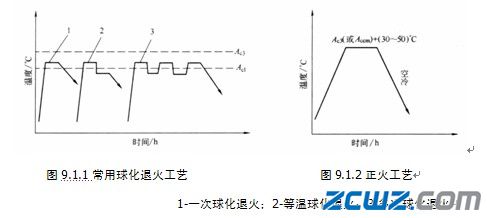
2.正火工藝
正火工藝是將鋼加熱到Ac3(對于亞共析鋼)或Accm(對于過共析鋼)以上適當的溫度,保溫一定時間,使之完全奧氏體化,然后在空氣中冷卻,得到珠光體類型組織的熱處理工藝。
正火與完全退火相比,兩者的加熱溫度基本相同,但正火的冷卻速度較快,轉變溫度較低。冷卻方式通常是將工件從爐中取出,放在空氣中自然冷卻,對于大件也可采用鼓風或噴霧等方法冷卻。因此,對于亞共析鋼來說,相同鋼正火后組織中析出的鐵素體數量較少,珠光體數量較多,且珠光體的片間距較小,對于過共析鋼來說,正火可以抑制先共析網狀滲碳體的析出。鋼的強度、硬度和韌性也比較高。正火工藝規范如圖9.1.2所示。
3.淬火與回火
淬火和回火是模具鋼或模具零件強化的主要手段。
將鋼加熱到臨界點Ac1或Ac3以上一定溫度,保溫一定時間,然后以大于臨界淬火速度的速度進行冷卻,使過冷奧氏體轉變為馬氏體或貝氏體組織的熱處理工藝稱為淬火。回火是淬火工藝的后續工序,是將淬火后的鋼加熱到Ac1以下某一溫度(根據回火后的組織和性能要求而定),充分保溫后,以適當的速度進行冷卻的熱處理工藝。淬火工藝的關鍵是要控制加熱速度、淬火溫度、保溫時間以及冷卻速度。
(1) 淬火溫度的確定
淬火加熱溫度的選擇應以得到均勻細小的奧氏體晶粒為原則,以便淬火后獲得細小的馬氏體組織。淬火加熱溫度主要根據鋼的臨界點來確定。表9.1.1 為常用模具鋼的相變點及淬火加熱溫度。另外,淬火溫度還應考慮模具的形狀尺寸、原始組織等因素。

(2)淬火時間的確定
淬火加熱時間通常將工件升溫和保溫所需的時間計算在一起,而統稱為加熱時間。影響加熱時間的因素很多,如加熱介質、鋼的成分、爐溫、工件的形狀及尺寸、裝爐方式及裝爐量等。淬火加熱時間參見有關熱處理手冊。
(3)淬火介質
為了使鋼獲得馬氏體組織,淬火時冷卻速度必須大于臨界冷卻速度。但是。冷卻速度過大又會使工件內應力增加。產生變形或開裂。
工件淬火冷卻時要使其得到合理的淬火冷卻速度,必須選擇適當的淬火介質。淬火介質種類很多,常用的淬火介質有水、NaCl(5%~10%)水溶液、NaOH (10%一50%)水溶液以及各種礦物油等。模具淬火可以在水、油或空氣中進行。
(4)回火
回火是緊接淬火的一道熱處理工藝,大多數淬火模具鋼都要進行回火。目的是穩定組織,減小或消除淬火應力,提高鋼的塑性和韌性,獲得強度、硬度和塑性、韌性的適當配合,以滿足不同模具的性能要求。
決定模具回火后的組織和性能最重要的因素是回火溫度。回火可分為低溫、中溫和高溫回火。
1)低溫回火 鋼大部分是淬火高碳鋼和淬火高合金鋼。經低溫回火后得到回火馬氏體,具有很高的強度、硬度和耐磨性,同時顯著降低了鋼的淬火應力和脆性。冷沖壓、冷鐓、冷擠壓模具,需要相當高的硬度和耐磨性,常采用低溫回火。
2)中溫回火 中溫回火后模具的內應力基本消除,具有高的彈性極限、較高的強度和硬度、良好的塑性和韌性。中溫回火主要用于熱鍛模具。
3)高溫回火 壓鑄模和橡膠模要求較高的強度和韌性,常采用高溫回火,回火時間一般不少于1h。
4.真空熱處理
在熱處理時,被處理模具零件表面發生氧化、脫碳和增碳等效應,都會給模具使用壽命帶來嚴重的影響。為了防止氧化、脫碳和增碳。利用真空作為理想的加熱介質,制成真空熱處理爐。零件在真空爐中加熱后,將中性氣體通入爐內的冷卻室,在爐內利用氣體進行淬火的為氣冷真空處理爐,利用油進行淬火的為油冷真空處理爐。
近年來,真空熱處理技術在我國發展較為迅速。它特別適合用于模具的熱處理工藝。模具鋼經過真空熱處理后具有良好的表面狀態,其表面不氧化、不脫碳,淬火變形小。而與大氣下的淬火工藝相比,真空淬火后,模具表面硬度比較均勻,而且還略高一點。真空加熱時,模具鋼表面呈活性狀態,不脫碳,不產生阻礙冷卻的氧化膜。真空淬火后,鋼的斷裂韌度有所提高,模具壽命比常規工藝提高40%~400%,甚至更高。模具真空淬火技術在我國已得到較廣泛的應用。
(1)真空熱處理的特點
1)因為在真空中加熱和冷卻,氧的分壓很低,零件表面氧化作用得到抑制,從而可得到光亮的處理表面。
2)在大氣中熔煉的金屬和合金,由于吸氣而使韌性下降,強度降低,在真空熱處理時,可使吸收的氣體釋放,從而增加了強度和韌性,提高了模具的使用壽命。
3)真空熱處理淬火變形小。如W6Mo5Cr4V2鋼凸模真空熱處理后,在氮氣中冷卻,變形實測結果表明,只要留
4)由于在密封條件下處理,有無公害和保護環境等優點。
5)真空中的傳熱只是發熱體的輻射,并非以對流、傳導來傳熱、因此零件背面部分的加熱有時會不均勻。
(2)真空熱處理設備
真空熱處理技術的關鍵是采用合適的設備(真空退火爐、真空淬火爐、真空回火爐)。真空加熱最早采用真空輻射加熱,后來逐步發展為真空輻射加熱、負壓載氣加熱、低溫階段正壓對流加熱等。
1)真空退火爐 真空退火爐的真空度為10-2~10-3Pa,溫度的升降應能自動控制。熱處理工藝與非真空爐退火工藝基本相同。
2)真空淬火爐 真空淬火分為油淬和氣淬。油淬時,零件表面出現白亮層,其組織為大量的殘余奧氏體,不能用
3)真空回火爐 對于熱處理后不再進行機械加工的模具工作面,淬火后盡可能采用真空回火,特別是真空淬火的工件(模具),它可以提高與表面質量相關的力學性能,如疲勞性能、表面光亮度、耐腐蝕性等。
