

根據(jù)下圖所示的待車削零件,材料為45號(hào)鋼,其中Ф85圓柱面不加工。在數(shù)控車床上需要進(jìn)行的工序?yàn)椋呵邢鳔?0mm 和Ф62mm 外圓;R70mm 弧面、錐面、退刀槽、螺紋及倒角。要求分析工藝過(guò)程與工藝路線,編寫(xiě)加工程序。
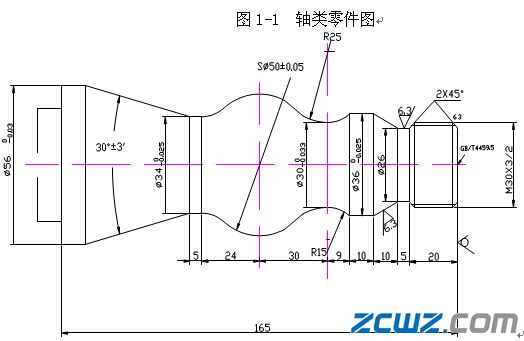
1.零件圖工藝分析
該零件表面由圓柱、圓錐、順圓弧、逆圓弧及雙線螺紋等表面組成。其中多個(gè)直徑尺寸有較嚴(yán)格的尺寸精度何表面粗糙度等要求;球面Sφ50㎜的尺寸公差還兼有控制該球面形狀(線輪廓)誤差的作用。尺寸標(biāo)注完整,輪廓描述清楚。零件材料為45鋼,無(wú)熱處理和硬度要求。通過(guò)上述分析,可采用以下幾點(diǎn)工藝措施。
⑴ 對(duì)圖樣上給定的幾個(gè)精度要求較高的尺寸,因其公差數(shù)值較小。故編程時(shí)不必取平均值,而全部取其基本尺寸。
⑵ 在輪廓曲線上,有三處為過(guò)象限圓弧,其中兩處為既過(guò)象限又改變進(jìn)給方向的輪廓曲線,因此在加工時(shí)應(yīng)進(jìn)行機(jī)械間隙補(bǔ)償,以保證輪廓曲線的準(zhǔn)確性。
⑶ 為便于裝夾,坯件左端應(yīng)預(yù)先車出夾持部分(雙點(diǎn)畫(huà)線部分),右端面也應(yīng)先粗車出并鉆好中心孔。毛坯選φ60㎜棒料。
2.零件的定位基準(zhǔn)和裝夾方式
確定坯件軸線和左端大端面(設(shè)計(jì)基準(zhǔn))為定位基準(zhǔn)。左端采用三爪自定心卡盤(pán)定心夾緊,右端采用活動(dòng)頂尖支承的裝夾方式。
3.選擇設(shè)備
根據(jù)加工零件的外形和材料等條件,選用TND360數(shù)控車床。
4.確定加工順序及進(jìn)給路線
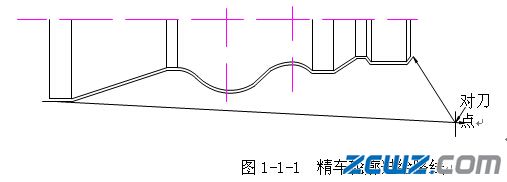
加工順序按由粗到精\由遠(yuǎn)到近(由右到左)的原則確定。即先從右到左進(jìn)行粗車(留0.25㎜精車余量),然后從右到左進(jìn)行精車,最后車削螺紋。
TND360數(shù)控車床具有粗車循環(huán)和車螺紋循環(huán)功能,只要正確使用編程指令,機(jī)床數(shù)控系統(tǒng)就會(huì)自動(dòng)確定進(jìn)給路線,因此,該零件的粗車循環(huán)和車螺紋循環(huán)不需要人為確定其進(jìn)給路線(但精車的進(jìn)給路線需要人為確定)。該零件從右到左沿零件表面輪廓精車進(jìn)給,如圖所示:
5.刀具的選擇
① 選用φ5㎜中心鉆鉆削中心孔。
② 粗車及平端面選用90°硬質(zhì)合金右偏刀,為防止副后刀面與工件輪廓干涉(可用作圖法檢驗(yàn)),副偏角不宜太小,選k r′=35º。
③ 精車選用90°硬質(zhì)合金右偏刀,車螺紋選用硬質(zhì)合金60°外螺紋車刀,刀尖圓弧半徑應(yīng)小于輪廓最小圓角半徑,取r=0.15~0.2㎜。
將所選定的刀具參數(shù)填入數(shù)控加工刀具卡片中(見(jiàn)表1-1),以便編程和操作管理

6.切削用量的選擇
⑴ 背吃刀量的選擇:輪廓粗車循環(huán)時(shí)選ap=3㎜,精車ap=0.25㎜;螺紋粗車循環(huán)時(shí)選ap=0.4㎜,精車ap=0.1㎜。
⑵ 主軸轉(zhuǎn)速的選擇:車直徑和圓弧時(shí),查表選粗車切削速度vc=90m/min 精車切削速度vc=120m/min然后利用公式vc=πdn/1000技術(shù)主軸轉(zhuǎn)速n(粗車直徑D=60㎜,精車工件直徑取平均值);粗車500r/min 精車1200r/min。車螺紋時(shí),參照式計(jì)算主軸轉(zhuǎn)速n=320r/min
⑶ 進(jìn)給速度的選擇 查表選擇粗車、精車每轉(zhuǎn)進(jìn)給量,再根據(jù)加工的實(shí)際情況確定粗車每轉(zhuǎn)進(jìn)給量為0.4㎜/r ,精車每轉(zhuǎn)進(jìn)給量為0.15㎜/r,最后根據(jù)公式Vf =nf計(jì)算粗車、進(jìn)給速度分別為200 m/min和180 m/min。、
綜合前面分析的各項(xiàng)內(nèi)容,并將其填入表1-2所示的數(shù)控加工工藝卡片此表是編制加工程序的主要依據(jù)和操作人員配合數(shù)控程序進(jìn)行數(shù)控加工的指導(dǎo)性文件。主要內(nèi)容包括:工步順序、工步內(nèi)容、各工步所用的刀具及切削用量等。

