

將包容件加熱到需要溫度的方法應按現場條件、被加熱件尺寸、數量和要求進行選擇。
一般的加熱方法有:固體燃料加熱,熱浸加熱,氧-乙炔焰加熱、噴燈加熱、電加熱等。如條件許可,可在專用爐(如火焰加熱爐和鹽浴爐、電阻爐等各種電加熱爐)內加熱。當工地現場條件不允許時,可砌一簡易的爐子,并用木柴、焦炭等固體燃料,進行加熱。如條件許可,也可用煤氣、液體燃料進行噴燃。
熱浸加熱通常只用于尺寸較小的聯軸節(內徑在100mm以下),方法簡便,加熱均勻。
氧-乙炔焰加熱法用于加熱小的機件或較大機件的局部時,方法簡便,但要求較熟練的技術,以防過熱而燒壞機件。
對于大型聯軸器,也可采用多臺氧-乙炔焰加熱和噴燈加熱聯合使用,效果很好。
電加熱法雖屬較好的加熱方法,但因需要專用設備,限制了它在安裝工地現場的使用,但電感應加熱法,還是可以考慮選用。
在安裝工地現場對大、中型聯軸節采用的電感應加熱法是在感應線圈中通人工作頻率(50Hz)、低電壓和大電流。
在相同條件和同一材料時,電流頻率f和電流透人深度δ成反比。現在希望δ大,因此不采用中頻(500~10000Hz)和高頻(105~106Hz),而采用工作頻率(50Hz)。
低壓、大電流可使交變渦流和磁滯損失增強,發熱增加。通常采用的電壓有380V和220V。
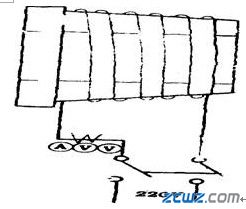
用220V電壓時,只要下圖所示,將線圈繞在工件表面,繞得密些,繞不下時,可繞多層(各層間串聯繞制方向應相反,使總磁通同向),以減少匝間距離,提高加熱速度和均勻性。線圈匝數可按要求的磁場強度H,通過公式H=4πWI(圓柱多匝螺旋形感應器)求出。
根據施工經驗,不論聯軸節大小,每1V電壓用1.3m、38㎜2的導線可以了,那么如用220V電壓來加熱聯軸節,需用38㎜2的導線300m左右。
